


In part two of our recent visit to luxury bed-maker Harrison Spinks, Big Furniture Group moved from the farm to the factory to find out more about the process of mattress making and why they are cut from a different cloth.
In last month’s edition, we recapped our editor’s recent visit to the Harrison Spinks Yorkshire farm where we gained a deeper insight into the sustainable materials that go into the products, the people running the farm and, of course, the animals cared for. Just a short 18-mile drive from Hornington Manor, the next step of the visit was to the Leeds factory where we were met by Marketing Manager David Labuschagne.
Geared up with high-vis jackets, eyes and ears protection, we were ready to go inside the factory. The first stop was arguably the most protected. Advised not to disturb the innovators at work, David displayed their dedicated innovation centre where the team are always trying out new ideas, and developments – all top secret of course! It’s here where ideas like their Cortec™ spring system was brewed, with Chairman Simon Spinks often popping down to pitch a new idea to the team.
“We’re always ambitious,” says David. “We set our sights on creating a revolutionary spring core that offered not only superior support, but is also capable of being recycled too. After five years of development, Cortec™ was born. This is the first ever spring system to unite comfort and sustainability seamlessly.”

Did you know that Simon Spinks began painting bed legs at Harrison Spinks when he was 11 years old and has always had a passion for manufacturing beds? He officially began working at Harrison Spinks full time in 1989 and went on to design the Millennium Award-winning Revolution® pocket spring, a game changer for the bedding industry.
Moving on, David guided us through several production stages that included spring making, which features purpose-built machines with springs and wire drawing technology all done in house, bespoke to their business. It was rather mesmerising to watch the spring wire line run and to see it become thinner over several runs. “About one to two runs is for thicker wire springs,” says David. “Four-to-five-line runs are for thinner springs with each going through a heat treat process with water to cool and harden the steel as it runs through the line. A 1.7mm line will take 2 hours and will spread out to 11,000 metres.”
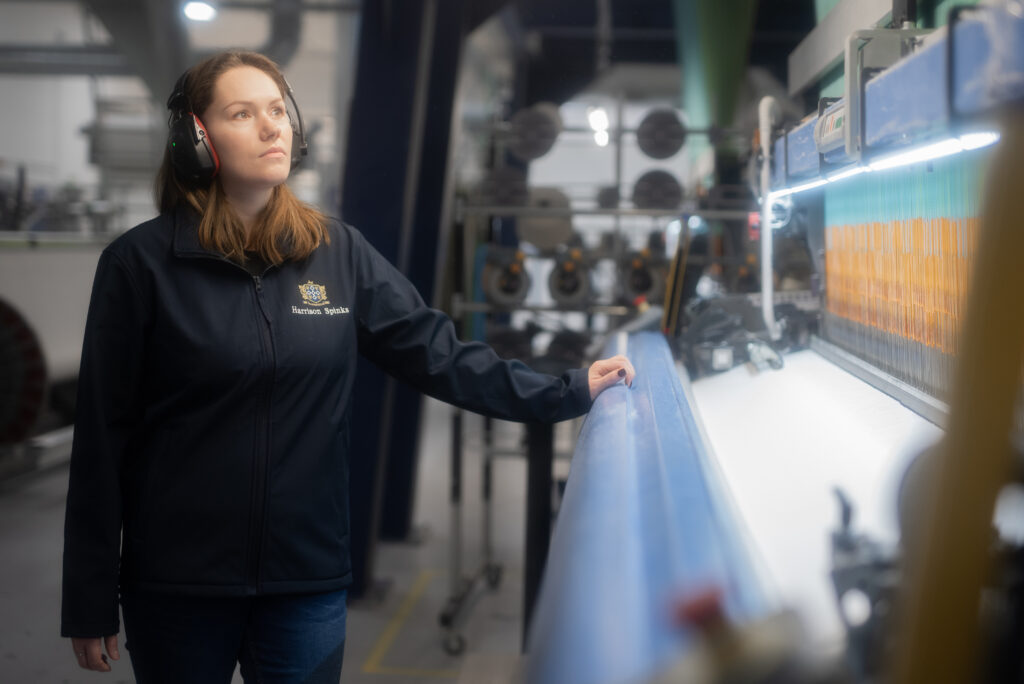
Next up was the weaving loom, where 100% of fabric is woven in house. Safe to say the ear plugs were needed here as it’s very loud when the machines are operating. However, you are quickly distracted from the noise by the weaving process, as fabric dances through at such a speed it looks as if you’re gazing through a kaleidoscope. As attention turned back to the tour, David said that quality control is of the upmost importance at every stage. “Quality control throughout the whole process is vital, with each division encouraged to check the work before they start to make sure any errors are accounted early. This means as the product passes through, the faults are minimised and very low.”


As we continued on, a smell of the farm became apparent, rich from the hemp transported into the fillings department. Here they create lots of different blends using machines, which David summed up brilliantly. “It’s like a giant Build-A-Bear with fillings blown around!” In this case, it’s Build-A-Bed, or as our editor recalled, somewhat reminiscent of a Crystal Maze finale – ‘can you start the fans please!?’ This process is then completed with a needle stab. Yes, you read that right. In fact, 8,000 needles search for any inconsistencies and then flags up with a colour mark if any are spotted.
We then ventured into another area of spring making, which expands from mattresses to other furniture and components, including seat springs, through sister company and spring manufacturer Spinks. This nicely led onto the mattress making division, where the process of springs and material components start to come to life as a mattress. Core springs are made in clusters of four, which looks as if they are running on a sushi line, and are completely glue free. Once they are all put together, depending on size as every mattress is made to order, the mattress carcass is slid down this massive slide to the next stage of production. Yes – the question, like most visitors, was asked if you can have a go on the slide, but unfortunately no humans are allowed!
“We don’t glue our pocket springs together, for two good reasons. Glue hardens over time, affecting the springs’ ability to move freely. Plus, it makes it extremely hard to recycle,” David said. “All our pocket springs are made from just two things. Pocket cloth and British steel. Both are recyclable.
“Our MicroHD springs aren’t like anything else either. Each tiny one sits within its own pocket and uses ground breaking fine wire technology. Thousands of these are combined and layered into each bed to create a unique feel of ultra responsive comfort. Replacing the need for foam, layers of MicroHD springs take comfort and sustainability to another level. They don’t trap heat, moisture or, importantly, don’t need to clog up landfill.”
Looking out at the different sections of the final production line, it was clear to see so many skilled workers applying their trade. In fact, as David highlighted, the company encourages cross-skilling to bolster its workforce and skillset across the business. One such skill is side-stitching, and more particular is the diamond stitch. It’s here we met Wayne, who has been with Harrison Spinks for over 18 years. And he is certainly a master of his art. Having watched how the speed and accuracy of the diamond stitch, the double-edged needle – the size of our editor’s forearm – was passed over for him to try his arm. It’s safe to say this job must be left to the professionals!


Believing to fair better at needle stabbing exercise – tufting – again this proved to be pretty hard work for a novice. Fun fact though – the tufting material thread is actually the same used in making bullet proof vests! Heading towards the final area we met Mikey, who has been with the company for over 20 years, and is another master of his skill, edging. Having to apply multiple jobs at once, using his knee to power the machine, while shuffling his feet to go with the hand and finger movements of stitching, the task looked extremely hard, but extremely satisfying to watch. Another fun fact, it actually takes around one year to master this.
David finished the tour with a look at the bed frame department where all wood is FSC certified, while also revealing a recent expansion too. “Ottomans have recently been developed, which were launched around six to eight months ago due to growing demand. They are doing really well since launch, so we’re very pleased.”
And with innovation, comes recognition. Harrison Spinks has been awarded with a Queen’s Award for Enterprise in Innovation in both 2013 and 2018 and a King’s Award for Enterprise in Innovation, alongside International Trade, this year. As the tour came to end, we got the chance to sit down with Nick Booth, Managing Director, who said: “At the heart of our approach is knowing that natural healthy sleep can only be achieved in a bed that’s handcrafted from natural, healthy materials. British wool, natural hemp fibres, flax linen and more.
“We’re passionate about making beds in the most responsible way too. And for us, that means caring where everything comes from. It’s why, we grow natural comfort fillings on our Yorkshire farm, weave our fabrics in-house and make our own award-winning springs. Our unique approach to luxury bedmaking makes us different. It’s why each and every bed we lovingly handcraft is proudly cut from a different cloth.”












